Flachheizkörper von der Rolle
Produktion von Radiatoren



Bei der Heizkörperproduktion werden aus Feinblechrollen in mehreren Arbeitschritten Flachheizkörper gefertigt. Um hinterher einen Qualitätsheizkörper zu bekommen, den der Installateur problemlos montieren kann, muss auch bei der Produktion schon auf Qualität geachtet werden.
Aufgerollt zu Rollen aus kaltgewalztem Feinblech nach EN 10130, den sogenannten Coils, stehen die zukünftigen Flachheizkörper im Coil-Lager bereit. Die Coils werden mit einem Gewicht zwischen 5 und 24 t bei Kermi (www.kermi.de) in Plattling angeliefert. Ein großer Teil erreicht das Werk mit dem Binnenschiff über den Coilhafen in der benachbarten Do-naustadt Deggendorf. Ein Viertel kommt per LKW zum firmeneigenen Stahl-Service-Center. Das 1984 in Betrieb genommene Stahl-Service-Center stellt die Versorgung der Produktion mit Blechen in exakt auf Maß geschnittener Breite sicher. Neben den Blechen für die Produktion von Flachheizkörpern und Röhrenradiatoren wird aber auch im Auftrag, zum Beispiel für die Automobilindustrie, gearbeitet. Gegeneinander liegende Messer spalten die Bleche mit einer Geschwindigkeit von bis zu 120 m pro Minute in mehrere Spaltbänder. Spezielle Stapler bringen die Bänder auf kurzem Weg in die nahegelegenen Produktionshallen. Erste Stationen sind hier die Pressen für Halbschalen und Konvektoren.
In Form gepresst
Mit einer Kraft von 700 t, dem Gewicht von acht Dieselloks, bringen die Kniehebelpressen die Bleche in die gewünschte Form. Im gleichmäßigen Takt von 70 Hüben pro min.,zehn Mio. Mal im Jahr. Ein beruhigendes Geräusch, das jeden der 1400 Kermianer im Werk im niederbayrischen Plattling den Tag über begleitet.
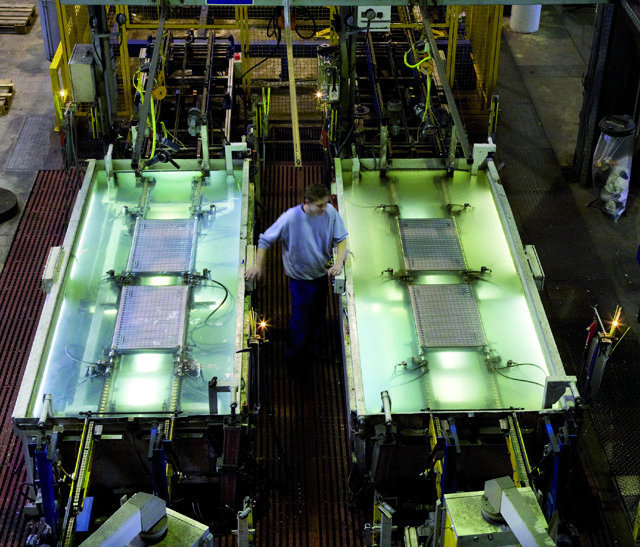
Anschließend laufen die vorgeprägten Bleche in eine der Schweißstraßen. Zur Stabilisierung der Wasserkanäle werden zunächst Stützen eingefügt. Jede zweite Platte wird gewendet und auf die vorhergehende aufgelegt und anschließend im Widerstandsschweiß-
verfahren zwischen den Wasserkanälen miteinander verbunden. Eine Rollnahtschweißmaschine verschließt die Außenkanten umlaufend wasserdicht. Je nach Typ können anschließend Konvektorbleche auf den Wasserkanal gepunktet werden. Dann werden Anschluss-Stücke und Ventilgarnituren eingeschweißt. Im letzten Takt der Schweißstraße folgt das Aufpunkten der Laschen für die Heizkörperbefestigung. Die fertigen, rohen Heizkörper werden schließlich in ein wassergefülltes Becken gesenkt und zehn Sekunden mit 13 bar Druckluft auf Dichtheit geprüft. Nur 100 % geprüfte Qualitäts-Heizkörper gelangen von hier in die Lackierung, die mit der Rostschutzkonservierung beginnt.
Mit Hochspannung zur optimalen Lackierung
Auf die Lackierung wird bei Kermi seit jeher großer Wert gelegt, denn sie garantiert brillante Optik und Langlebigkeit des Produkts. Nach der gründlichen Vorbehandlung und Entfettung werden die Heizkörper mit Eisenphosphat vorbehandelt und anschließend mit vollentsalztem, mineralfreiem Wasser gründlich gespült. Anschließend tauchen die Heizkörper in das KTL-Becken und nehmen bei 300 V Gleichspannung eine gleichmäßige Schichtdicke der Farbpigmentpaste an, die dann bei konstanter Hitze eingebrannt wird. Die letzte Schicht bildet die Pulverbeschichtung, die durch die Sprühdüsen mit Hochspannung aufgeladen, eine circa viermal stärkere Lackschicht als die kathodische Tauchlackierung bildet. Die Kombination von KTL- und EPS-Lackierung, wie sie auch im Automobilbau verwendet wird, stellt das derzeit beste Verfahren zur Lackierung von Heizkörpern dar und bietet optimalen Schutz gegen Stoß und Schlagbeanspruchung.
Kommissionierung und Versand
Der Lager- und Logistikbereich nimmt einen großen Bereich des gesamten Firmengeländes ein. Entspricht die Gesamtfläche von Kermi rund 40 Fußballfelder, dann entfallen auf diesen Bereich allein 26 000 m². Das Lager wird bedarfsgerecht und nach dem Chaosprinzip gesteuert. Wobei Chaos nicht auf wildes Durcheinander schließen lässt, vielmehr garantiert dieses Ordnungsprinzip die bestmögliche Platzausnutzung im Lager. Jeder Heizkörper wird in der Verpackung mit einem eindeutigen Strichcode versehen und kann so bis zur Baustelle verfolgt werden. Im Lager garantiert der Strichcode, der beim Ablegen eingelesen wird, das schnelle Wiederauffinden und die korrekte, weitgehend automatisierte Kommissionierung zu Kundenaufträgen und die Verladung auf den LKW. 80 % der Ware wird mit Kermi-LKW ausgeliefert. 22 LKW und 55 Auflieger sind rund um die Uhr im Einsatz, um die Ware schnellstmöglich und sicher zu den Kunden zu transportieren.
Neben dem eigentlichen Auslieferungslager garantiert das Ersatzteillager mit mehreren Zehntausend eingelagerten Teilen optimalen Kundenservice. Kermi garantiert die lückenlose Ersatzteilversorgung bis zu 10 Jahre nach Auslaufen eines Serienproduktes.
Menschen im Hintergrund
Die große Fertigungstiefe bei Kermi bedingt auch den umfangreichen Unterstützungsbereich. So sind im Werkzeugbau Spezialisten beschäftigt, die die meisten Fertigungsmaschinen selbst entwickelt und gebaut haben. Mit modernsten CNC-Dreh- und Fräsmaschinen entstehen außerdem neue Werkzeuge für Maschinen, Ersatzteile für die Produktion aber auch Muster- und Entwicklungsteile können individuell angefertigt werden. 22 Auszubildende werden zurzeit im gewerblichen Bereich ausgebildet. In Büro und Verwaltung erhalten 28 junge Menschen eine gründliche Vorbereitung für ihren Beruf. Elektrowerkstatt und Schlosserei und eine eigene Kfz-Werkstatt, die für den gesamten Fuhrpark an PKW und LKW sowie Staplern zuständig ist, ergänzen den unterstützenden Bereich.
Selbst die Kantine wird von Kermi in Eigenregie betrieben, denn die Beschäftigten schätzen die gesunde, abwechslungsreiche Verpflegung in angenehmer Atmosphäre.





